




POD analysis of defect in radiographic testing of metal additive parts
-
摘要:
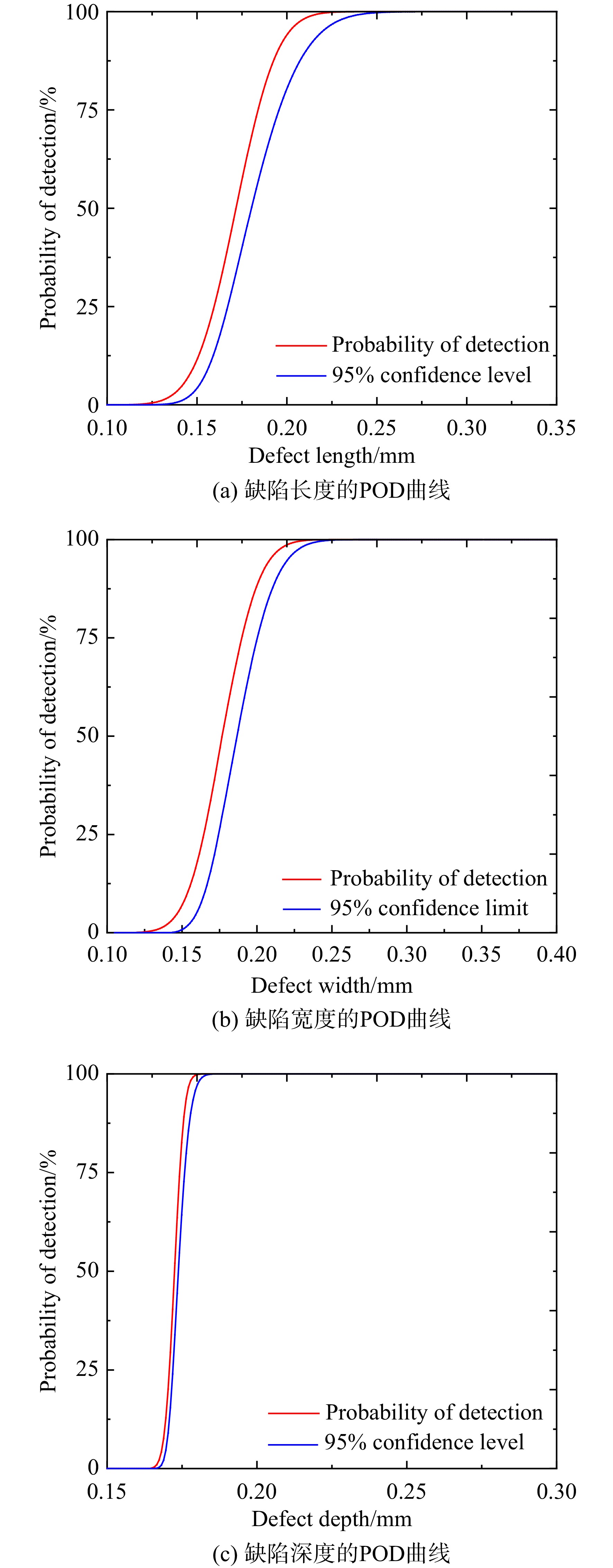
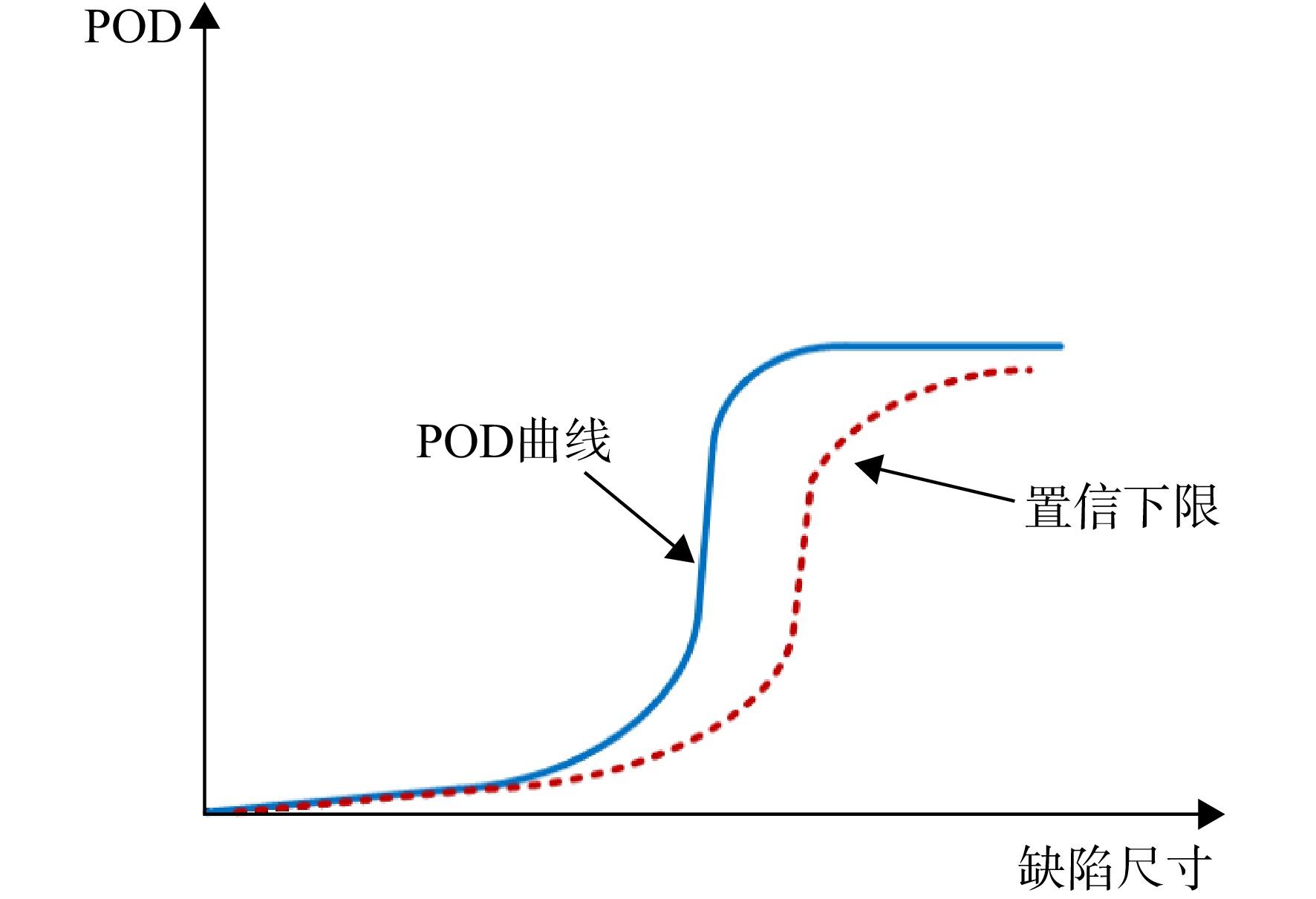
针对增材制造射线检测缺乏缺陷检出概率数据易导致裂纹、孔隙缺陷漏检问题,以GH3625高温合金增材制件的线型缺陷和孔型缺陷为研究对象,使用CIVA2020仿真平台模拟X射线检测并得到缺陷检出概率(POD)曲线,研究两种缺陷不同尺寸变化对缺陷检出概率的影响,确定不同影响因素下缺陷检出尺寸及检出概率,并利用Sgompertz函数拟合得到线型缺陷受深度影响的POD曲线方程以及孔型缺陷受半径影响的POD曲线方程,建立了增材制造线型缺陷和孔型缺陷的缺陷检出概率模型。结果表明:在95%的置信水平下以90%概率可检出的线型缺陷长度尺寸为0.211 mm、宽度尺寸为0.213 mm、深度尺寸为0.178 mm,孔型缺陷可检出的直径尺寸为0.188 mm,高度尺寸为0.190 mm。通过实际试样微焦点射线成像检测以及胶片射线照相检测对仿真结果进行对比验证。表明建立的缺陷检出概率模型较为准确,可为增材制造中裂纹与孔隙缺陷检测可靠性分析提供依据。
Abstract:In view of vulnerability to cracks and pore defects due to lacking of defect detection probability data in radiographic examination of additive manufacturing, the linear defects and pore defects of GH3625 superalloy additive parts were researched. The CIVA2020 simulation platform was used to simulate X-ray inspection and obtain the probability of detection (POD) curve of defects, research the influence of different size changes of the two types of defects on the POD of defects. The detectable size of defects and POD under different influencing factors were determined, and the POD curve equation of linear defect affected by depth and the POD curve equation of pore defect affected by radius were fitted by Sgompertz function, the defect detection probability model of additive manufacturing line defects and pore defects was established respectively. The detectable length size of linear defects was 0.211 mm, the detectable width size was 0.213 mm, the detectable depth size was 0.178 mm at a probability of 90% under 95% confidence level, the detectable diameter size of pore defects was 0.188 mm, and the detectable height size was 0.190 mm. The simulation results were compared and verified by micro-focus radiography and film radiography of actual specimens. The research results showed that the defect detection probability model is more accurate and can provide a basis for reliability analysis of crack and pore defect detection in additive manufacturing.
-
Key words:
- additive manufacturing /
- radiographic testing /
- probability of detection /
- linear defect /
- pore defect
-
表 1 不同检出概率指标下线型缺陷可检出尺寸
Table 1. Detectable size of linear defects under different PO
mm 变化因素 a50 a90 a90/95 a95/95 长度 0.172 0.195 0.211 0.220 宽度 0.176 0.202 0.213 0.220 深度 0.172 0.176 0.178 0.179  下载: 导出CSV
下载: 导出CSV
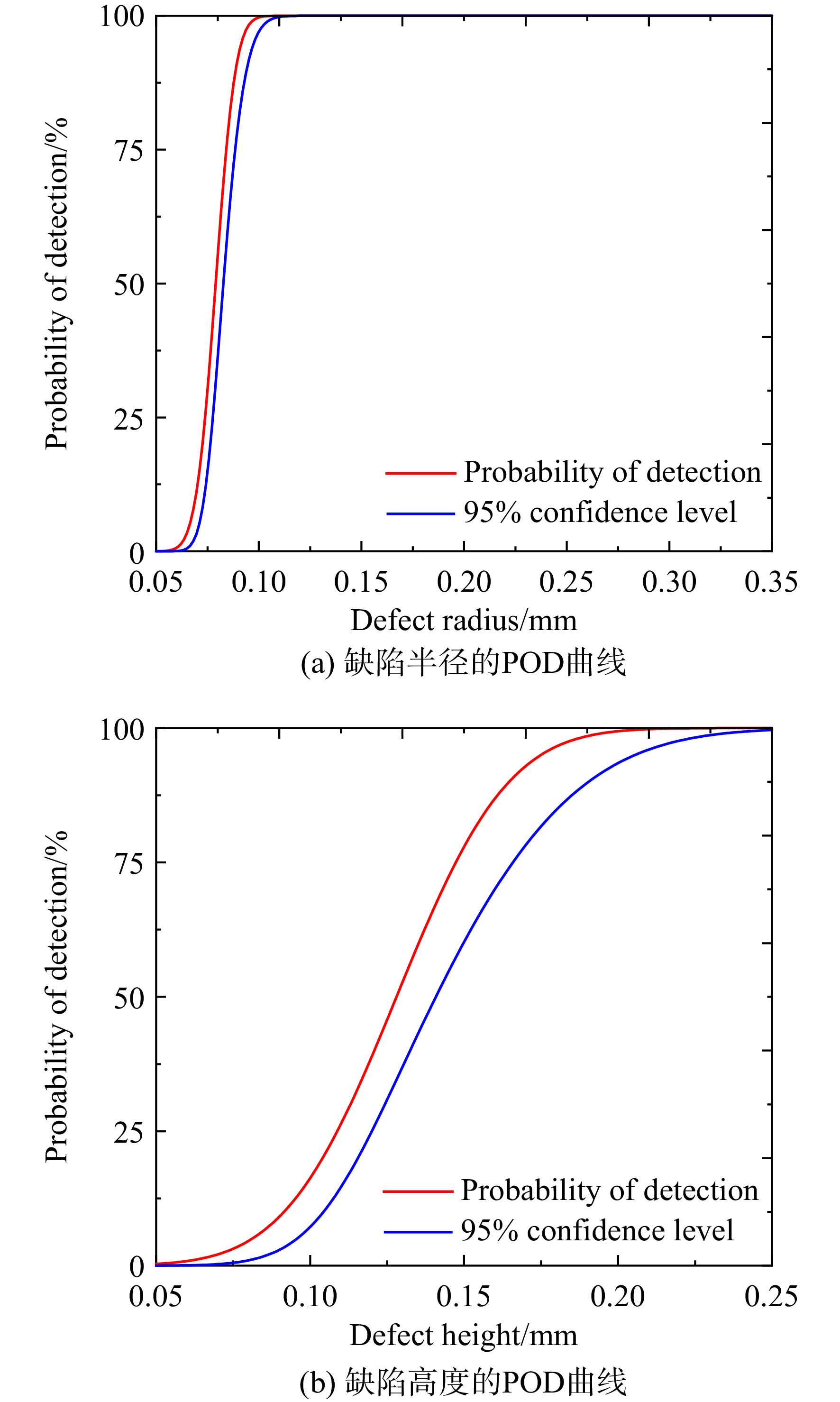
表 2 不同检出概率指标下孔型缺陷可检出尺寸
Table 2. Detectable size of pore defects under different POD
mm 变化因素 a50 a90 a90/95 a95/95 半径 0.079 0.089 0.094 0.098 高度 0.128 0.165 0.190 0.206
下载: 导出CSV
-
[1] 林鑫,黄卫东. 高性能金属构件的激光增材制造[J]. 中国科学: 信息科学,2015,45(9): 1111-1126. LIN Xin,HUANG Weidong. Laser additive manufacturing of high-performance metal components[J]. Scientia Sinica (Informationis),2015,45(9): 1111-1126. (in Chinese doi: 10.1360/N112014-00245 LIN Xin, HUANG Weidong . Laser additive manufacturing of high-performance metal components[J]. Scientia Sinica (Informationis),2015 ,45 (9 ):1111 -1126 . (in Chinese) doi: 10.1360/N112014-00245[2] 张立浩,钱波,张朝瑞,等. 金属增材制造技术发展趋势综述[J]. 材料科学与工艺,2022(1): 42-52. ZHANG Lihao,QIAN Bo,ZHANG Chaorui,et al. Summary of the development trend of metal additive manufacturing technology[J]. Materials Science and Technology,2022(1): 42-52. (in Chinese ZHANG Lihao, QIAN Bo, ZHANG Chaorui, et al . Summary of the development trend of metal additive manufacturing technology[J]. Materials Science and Technology,2022 (1 ):42 -52 . (in Chinese)[3] WALLER J,PARKER B,HODGES K,et al. Qualification of products fabricated via additive manufacturing using nondestructive evaluation[R]. Frascati,Italy: NASA,2015. [4] 胡婷萍,高丽敏,杨海楠. 航空航天用增材制造金属结构件的无损检测研究进展[J]. 航空制造技术,2019,62(8): 70-75,87. HU Tingping,GAO Limin,YANG Hainan. Application of nondestructive testing techniques on additive manufacturing in aerospace fields[J]. Aeronautical Manufacturing Technology,2019,62(8): 70-75,87. (in Chinese HU Tingping, GAO Limin, YANG Hainan . Application of nondestructive testing techniques on additive manufacturing in aerospace fields[J]. Aeronautical Manufacturing Technology,2019 ,62 (8 ):70 -75, 87 . (in Chinese)[5] ALESHIN N P,GRIGOR’EV M V,SHCHIPAKOV N A,et al. Using nondestructive testing methods for in-production quality control of additive manufactured parts[J]. Russian Journal of Nondestructive Testing,2016,52(9): 532-537. doi: 10.1134/S1061830916090023 [6] 杨平华,高祥熙,梁菁,等. 金属增材制造技术发展动向及无损检测研究进展[J]. 材料工程,2017,45(9): 13-21. YANG Pinghua,GAO Xiangxi,LIANG Jing,et al. Development tread and NDT progress of metal additive manufacture technique[J]. Journal of Materials Engineering,2017,45(9): 13-21. (in Chinese YANG Pinghua, GAO Xiangxi, LIANG Jing, et al . Development tread and NDT progress of metal additive manufacture technique[J]. Journal of Materials Engineering,2017 ,45 (9 ):13 -21 . (in Chinese)[7] 凌松. 增材制造技术及其制品的无损检测进展[J]. 无损检测,2016,38(6): 60-64. LING Song. Additive manufacture technique and related NDT for its products[J]. Nondestructive Testing Technologying,2016,38(6): 60-64. (in Chinese LING Song . Additive manufacture technique and related NDT for its products[J]. Nondestructive Testing Technologying,2016 ,38 (6 ):60 -64 . (in Chinese)[8] 史亦韦,梁菁,何方成. 航空材料与制件无损检测技术新进展[M]. 北京: 国防工业出版社,2012. [9] COTTER D J,KOENIGSBERG W D. Improving probability of flaw detection in ceramics by X-ray imaging energy level optimization[J]. Journal of the American Ceramic Society,1990,73(6): 1763-1765. doi: 10.1111/j.1151-2916.1990.tb09827.x [10] 聂勇,左畅,蔡军. 异种金属焊缝射线检测可靠性研究[C]//中国核科学技术进展报告——中国核学会2009年学术年会论文集(第一卷·第2册). 北京: 中国核学会,2009: 425-434. [11] 朱凯. 航空精密铸件射线检测仿真及验证试验[D]. 南昌: 南昌航空大学,2013. ZHU Kai. Simulation and verification of radiography testing of aerial precision castings[D]. Nanchang: Nanchang Hangkong University,2013. (in ChineseZHU Kai. Simulation and verification of radiography testing of aerial precision castings[D]. Nanchang: Nanchang Hangkong University, 2013. (in Chinese) [12] 王倩妮,马海全,苏宇航. 射线检测计算机仿真技术及其应用[J]. 无损检测,2015,37(11): 13-17. WANG Qianni,MA Haiquan,SU Yuhang. Applications of computer simulation of radiographic testing[J]. Nondestructive Testing Technologying,2015,37(11): 13-17. (in Chinese WANG Qianni, MA Haiquan, SU Yuhang . Applications of computer simulation of radiographic testing[J]. Nondestructive Testing Technologying,2015 ,37 (11 ):13 -17 . (in Chinese)[13] KOSHTI A M. Modeling the x-ray process and x-ray flaw size parameter for POD studies[R]. San Diego,America: NASA,2014. [14] THOMPSON R B,BRASCHE L J. Recent advances in model-assisted probability of detection[R]. Berlin,Germany: European-American Workshop on Reliability of NDE,2009. [15] KIM F H,PINTAR A,OBATON A F,et al. Merging experiments and computer simulations in X-ray Computed Tomography probability of detection analysis of additive manufacturing flaws[J]. NDT & E International,2021,119: 102416. [16] FERNANDEZ R,CLÉMENT L,TISSEUR D,et al. Modelling for NDT recent and future developments in the CIVA RT/CT module[R]. Munich,Germany: World Conference on Non-Destructive Testing,2016. [17] DAVID T,CAROLINE V,PIERRE G,et al. A modified detectability criterion for conventional radiography simulation[R]. Munich,Germany: World Conference on Non-Destructive Testing,2016. [18] HERMINE L,DAVID T,BERNARD R,et al. Validation of CIVA RT module for nuclear applications[R]. Dubrovnik,The Republic of Croatia: 12th International Conference on NDE in Relation to Structural Integrity for Nuclear and Pressurized Components,2016. [19] Department of Defense. Nondestructive evaluation system reliability assessment[R]. Washington,US: AirForce,2009. -


 点击查看大图
点击查看大图
计量
- 文章访问数: 65
- HTML浏览量: 34
- PDF量: 22
- 被引次数: 0