




Measurement and characterization of geometric features of femtosecond laser of film hole based on cone beam CT
-
摘要:
针对当前国内气膜孔加工存在的几何精度偏低、质量不稳定现状,通过计算机断层成像技术利用气膜孔切片图像,在特征分割、点云拟合基础上对不同工艺参数激光加工的气膜孔孔径及几何特征质量进行检测与评价。结果表明:超快激光工艺参数的圆形气膜孔通孔入口直径略大于出口,锥度在0.005°~0.020°之间,位置度误差最大为ϕ0.072 mm,异型气膜孔入射角的范围在60°~70°之间。使用锥束CT(computed tomography)测量方法对气膜孔几何特征进行检测与评价是可靠的,具有重要工程应用价值。
Abstract:In view of the current situation of low geometric accuracy and unstable quality of film cooling holes at home, experiments with different process parameters of femtosecond laser were carried out. The film cooling holes were analyzed based on the feature segmenting and point cloud fitting from slice image through computed tomography technology. Diameter and geometric features were tested and evaluated. The results showed that the diameter of the inlet of the film holes was slightly larger than that of the outlet with the process parameters of ultrafast laser, where the taper was between 0.005° and 0.020° for the testing detected by cone beam CT (computed tomography). The maximum position error was 0.072 mm. The incident angle of the special-shaped hole was roughly between 60° and 70°. It is reliable to use cone beam CT measurement method to detect and evaluate the geometric features of film cooling holes.
-

图 1 航空发动机涡轮叶片气膜孔示意图
Figure 1. Schematic diagram of film holes on turbine blades of aero-engine

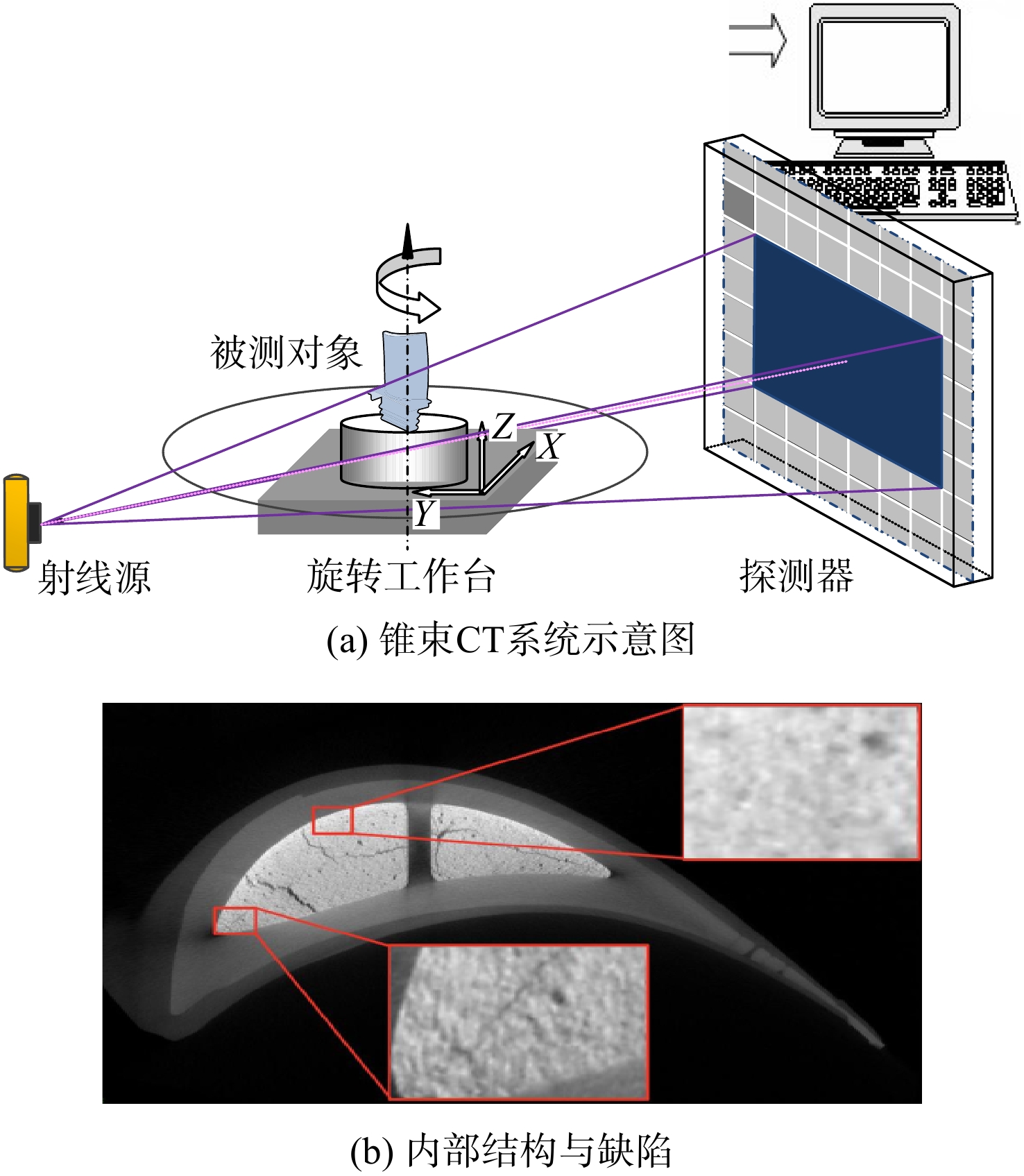
图 4 基于工业微焦点CT扫描的气膜孔测量流程图
Figure 4. Flow chart of measurement of film hole based on industrial microfocus CT scanning

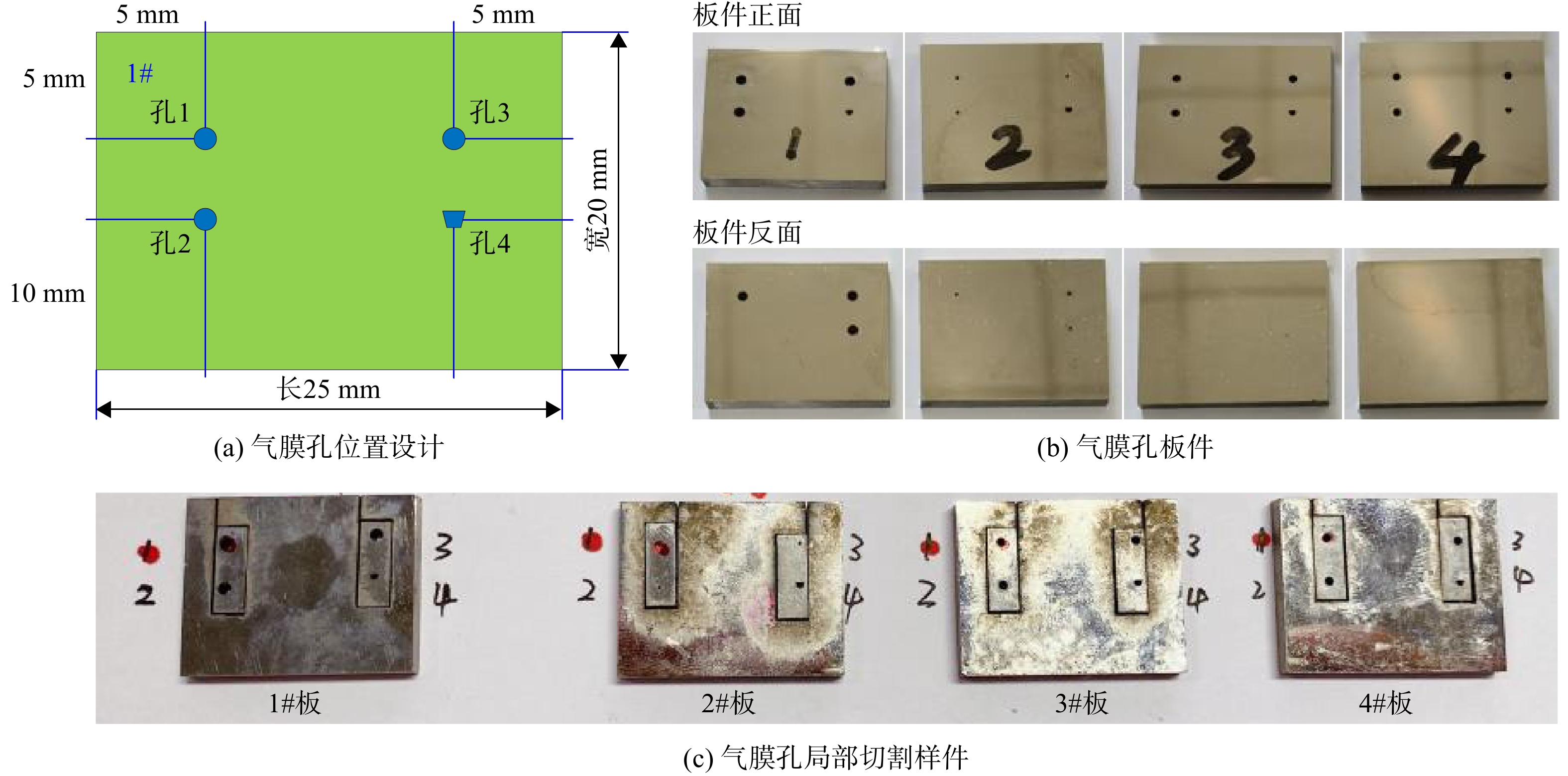
图 9 DD6镍基单晶高温合金气膜孔平板试片
Figure 9. Testing piece of DD6 nickel based single crystal superalloy film hole

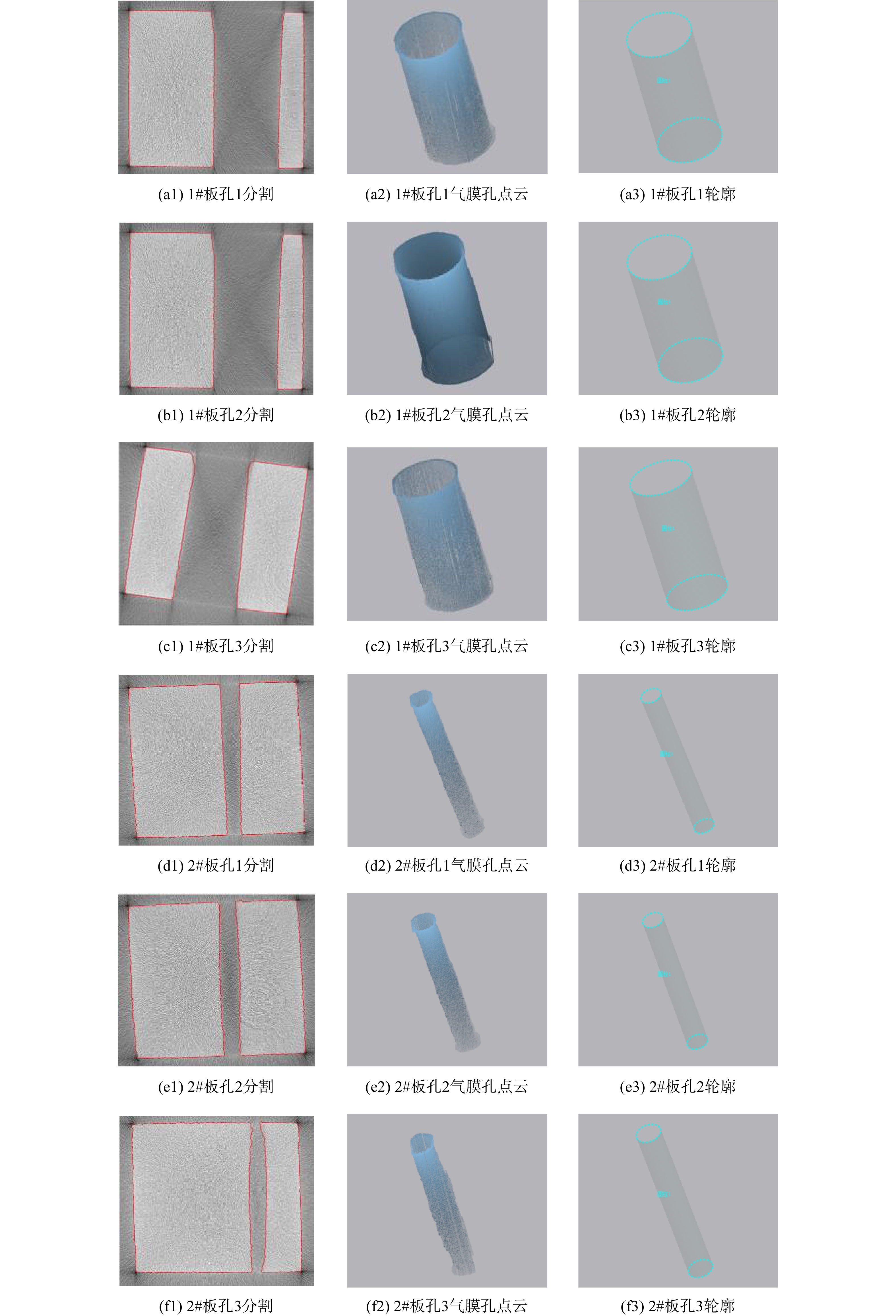
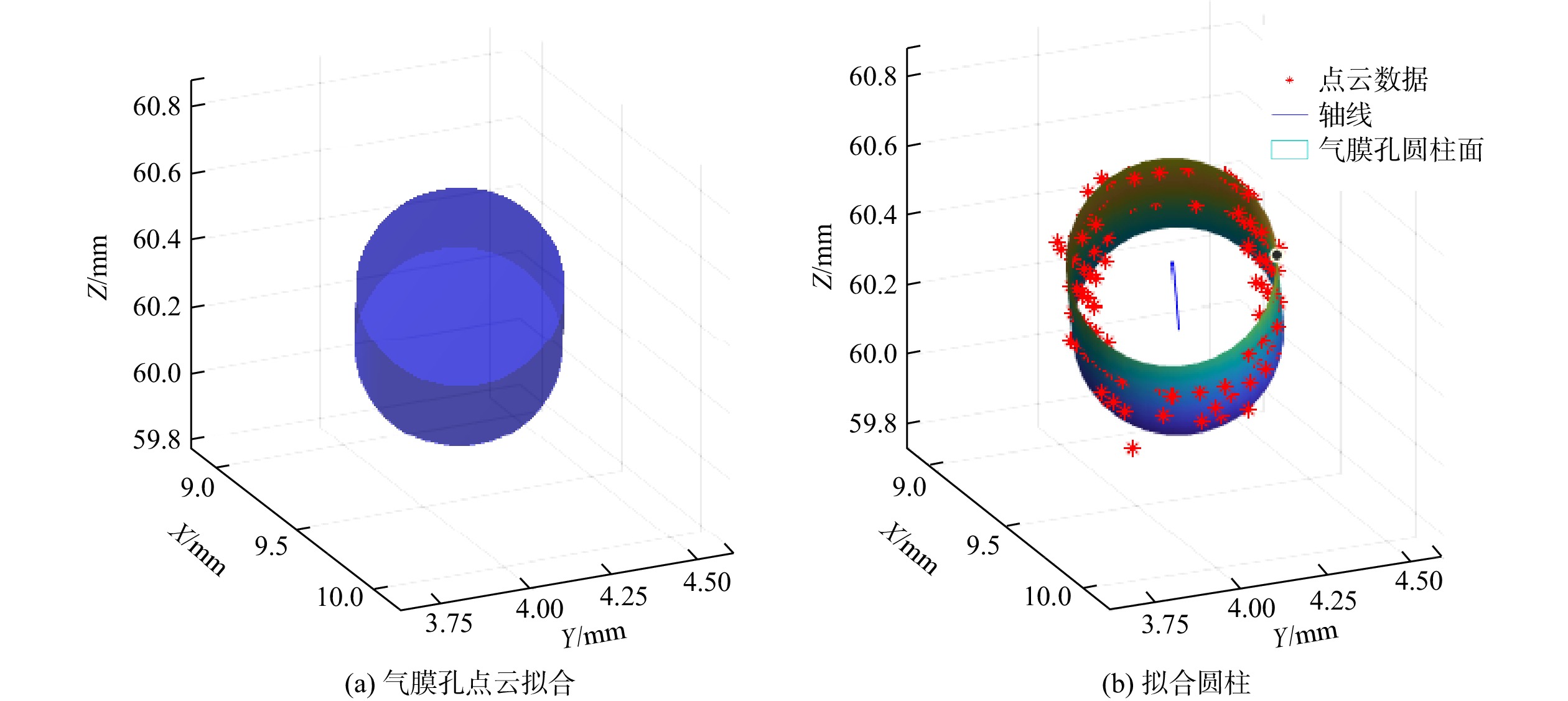
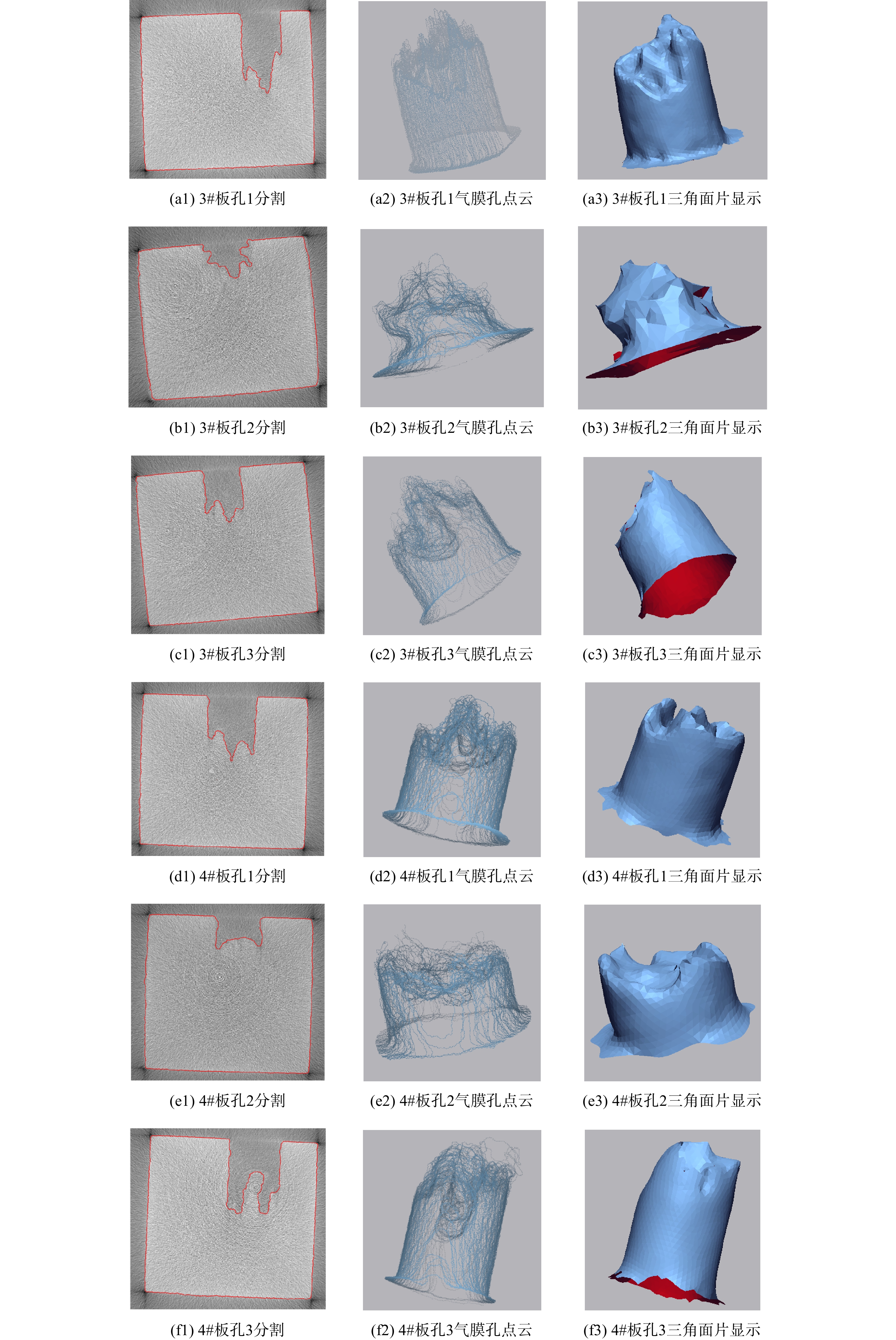
图 11 圆形气膜孔轮廓分割与点云拟合
Figure 11. Segmentation and point cloud fitting of circular film hole

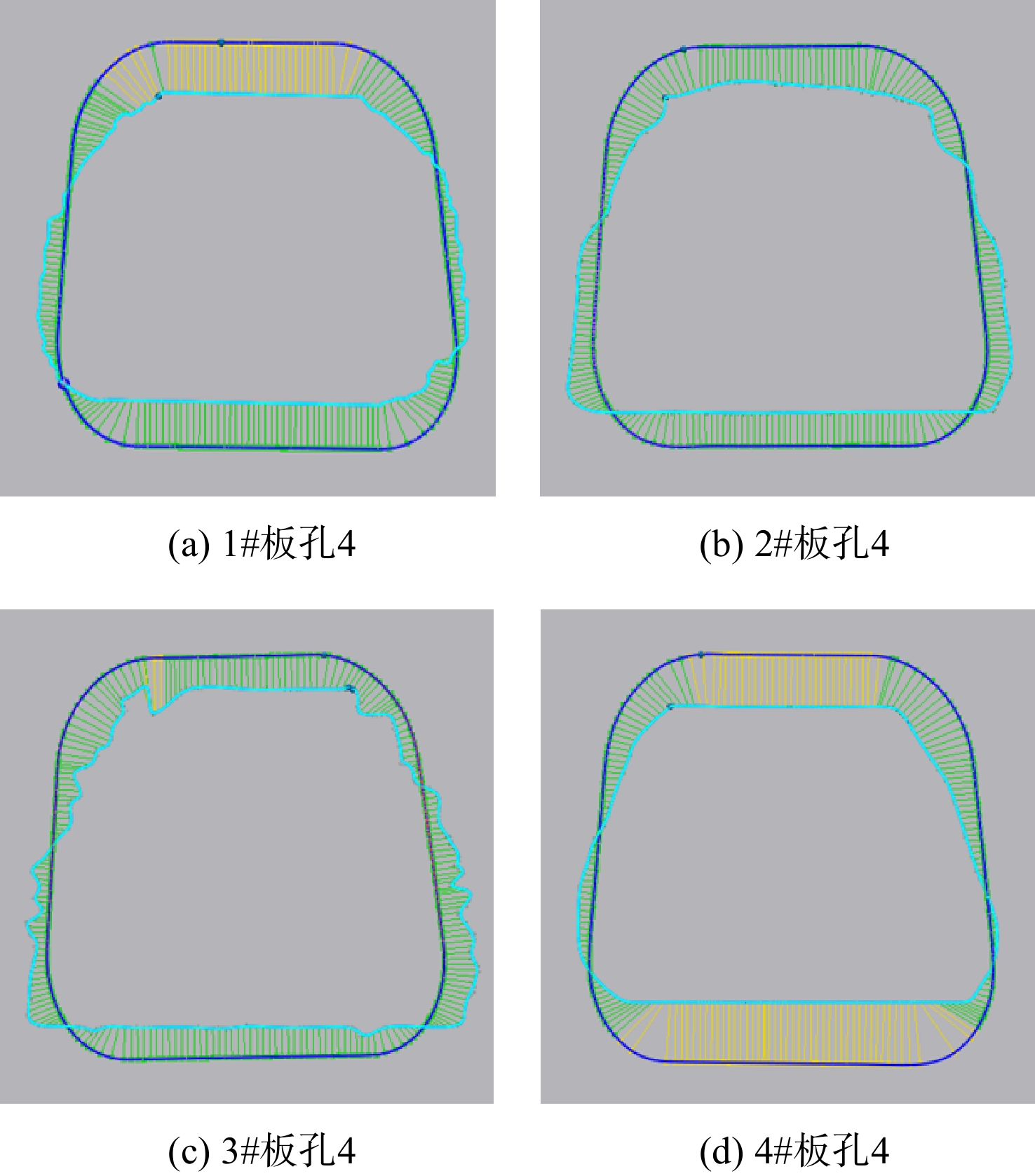
图 14 簸箕形气膜孔入口平面数据提取结果
Figure 14. Data extraction from the inlet plane of the dustpan-shaped film hole
表 1 DD6镍基高温合金化学成分质量百分比
Table 1. Chemical composition of DD6 nickel-based superalloy by mass
% C Cr Ni Co W Mo Al Nb Ta Re Hf 0~0.04 3.8~4.8 其余 8.5~9.5 7.0~9.0 1.5~2.5 5.2~6.2 0~1.2 6.0~8.5 1.6~2.4 0.05~1.5  下载: 导出CSV
下载: 导出CSV
表 2 飞秒激光制孔实验(1#板/2#板孔径1.4 mm/0.4 mm工艺参数)
Table 2. Experiment for femtosecond laser drilling (process parameters for 1# board/2# board aperture of 1.4 mm/0.4 mm)
序号 加工 修孔 功率/W 进给量/mm 单扫时间/ms 圈数 功率/W 进给量/mm 单扫时间/ms 圈数 1#板(1.4 mm通孔) 圆孔1 30 0.03 1000 80 圆孔2 30 0.03 1000 80 15 0.02 500 40 圆孔3 15 0.02 1000 80 2#板(0.4 mm通孔) 圆孔1 30 0.03 500 40 圆孔2 30 0.03 500 40 15 0.04 200 40 圆孔3 15 0.015 500 40
下载: 导出CSV
表 3 飞秒激光制孔实验(3#板/4#板孔径1 mm工艺参数)
Table 3. Experiment for femtosecond laser drilling (process parameters for 3# board/4# board aperture of 1 mm)
序号 加工 修孔 功率/W 进给量/mm 单扫时间/ms 圈数 层数 功率/W 进给量/mm 单扫时间/ms 圈数 层数 3#板
(1 mm盲孔)圆孔1 30 0.03 1000 40 5 圆孔2 30 0.03 1000 40 10 圆孔3 30 0.03 1000 40 15 4#板
(1 mm盲孔)圆孔1 30 0.03 1000 40 5 15 0.02 500 40 9 圆孔2 30 0.03 1000 40 10 15 0.02 500 40 17 圆孔3 30 0.03 1000 40 15 15 0.02 500 40 25
下载: 导出CSV
表 4 飞秒激光制孔实验(异型孔孔4制孔工艺参数)
Table 4. Experiment for femtosecond laser drilling (process parameters for irregular holes drilling for hole 4)
因素 1#板 2#板 3#板 4#板 功率/W 20 15 10 5 分割层数 145 145 145 145 扫描速度/(r/min) 2 000 2 000 2 000 2 000
下载: 导出CSV
表 6 通孔轴线位置度几何特征锥束CT测量结果
Table 6. Measurement results of through hole axis position and geometric characteristics by cone beam CT
孔类型 编号 实测轴线向量 (a,b,c) ψ/mm 圆形通孔(ϕ1.4 mm) 1#板孔1 (0.4676, 0.3234, 0.8227) 0.014 1#板孔2 (0.2445, 0.1695, 0.9547) 0.021 1#板孔3 (0.1722, 0.1618, 0.9717) 0.016 圆形通孔(ϕ0.4 mm) 2#板孔1 (0.3800, 0.2827, 0.8807) 0.028 2#板孔2 (0.2072, 0.1574, 0.9656) 0.013 2#板孔3 (0.2590, 0.1512, 0.9540) 0.029
下载: 导出CSV
表 5 锥束CT对通孔的测量结果
Table 5. Measurement results of through holes by cone beam CT
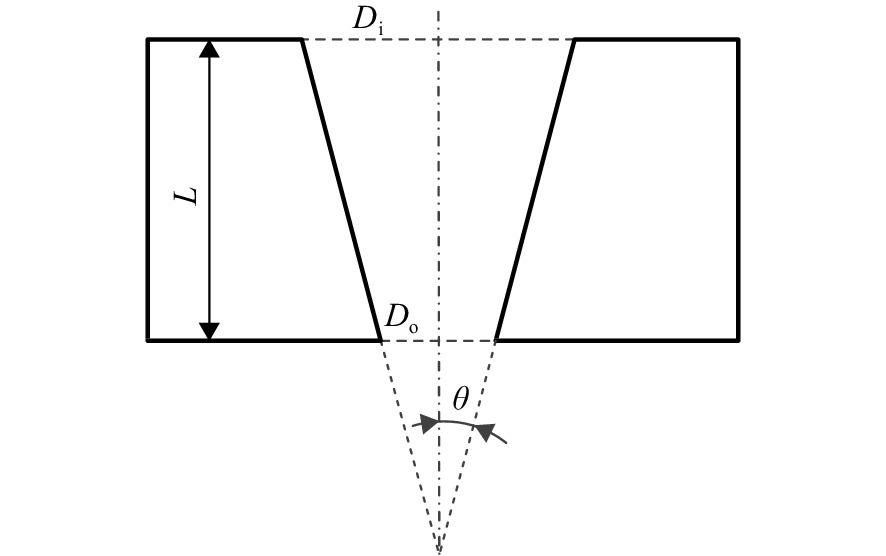
孔类型 编号 平均直径/mm 入口直径/mm 出口直径/mm 锥度θ/(°)(计算) 几何误差/mm Er/% 圆形通孔(ϕ1.4 mm) 1#板孔1 1.354 1.366 1.258 0.0180 −0.046 3.286 1#板孔2 1.366 1.376 1.265 0.0175 −0.034 2.429 1#板孔3 1.352 1.348 1.239 0.0182 −0.048 3.429 圆形通孔(ϕ0.4 mm) 2#板孔1 0.354 0.348 0.314 0.0057 −0.046 11.500 2#板孔2 0.356 0.331 0.301 0.0050 −0.044 11.000 2#板孔3 0.351 0.344 0.296 0.0081 −0.049 12.250
下载: 导出CSV
表 7 锥束CT对盲孔直径几何特征的测量结果
Table 7. Measurement results of geometric characteristics of blind hole diameter by cone beam CT
孔类型 编号 平均直径/mm 几何误差/mm Er/% 圆形盲孔(1 mm) 3#板孔1 0.8720 −0.1280 12.80 3#板孔2 0.8349 −0.1651 16.51 3#板孔3 0.8748 −0.1252 12.52 4#板孔1 0.8877 −0.1123 11.23 4#板孔2 0.8896 −0.1104 11.04 4#板孔3 0.8940 −0.1060 10.60
下载: 导出CSV
表 8 簸箕孔几何精度计算结果
Table 8. Calculation results of geometric accuracy of dustpan hole
编号 入射角/(°) 入口轮廓度特征/mm 1#板孔4 69.64 0.0696 2#板孔4 66.82 0.0598 3#板孔4 63.13 0.0399 4#板孔4 70.65 0.0358
下载: 导出CSV
-
[1] 孙黎. 气膜冷却孔飞秒激光加工技术与设备[J]. 航空动力,2018,5: 61-64.SUN Li. Film hole femtosecond laser processing technology and equipment[J]. Aerodynamics,2018,5: 61-64. (in Chinese) [2] 董一巍,吴宗璞,李效基,等. 叶片气膜孔加工与测量技术的现状及发展趋势[J]. 航空制造技术,2018,61(13): 16-25.DONG Yiwei,WU Zongpu,LI Xiaoji,et al. Status and development trend of blade air film hole processing and measurement technology[J]. Aerospace Manufacturing Technology,2018,61(13): 16-25. (in Chinese) [3] 郭文,王鹏飞. 轮叶片冷却技术分析[J]. 航空动力,2020,6: 55-58.GUO Wen,WANG Pengfei. Analysis of turbine blade cooling technology[J]. Aerodynamics,2020,6: 55-58. (in Chinese) [4] ZHOU J,WANG X,LI J,et al. Effects of diameter ratio and inclination angle on flow and heat transfer characteristics of sister holes film cooling[J]. International Communications in Heat and Mass Transfer,2019,110: 1-14. [5] CAO N,LI X,WU Z Y,et al. Effect of film hole geometry and blowing ratio on film cooling performance[J]. Applied Thermal Engineering,2019,165: 1-12. [6] 周君辉,张靖周. 孔局部堵塞对叶片压力面冲击-扰流柱-气膜结构综合冷却效率的影响[J]. 航空学报,2016,37(9): 2729-2738.ZHOU Junhui,ZHANG Jingzhou. Effect of partial blockage of air film orifice on the integrated cooling efficiency of blade pressure surface impact-disturbance column-air film structure[J]. Acta Aeronautica et Astronautica Sinica,2016,37(9): 2729-2738. (in Chinese) [7] 周杨,张扬,苏欣荣,等. 一种抵抗旋流扰动的端壁气膜孔分布[J]. 工程热物理学报,2016,37(12): 52-56.ZHOU Yang,ZHANG Yang,SU Xinrong,et al. An end-wall air film pore distribution that resists cyclonic disturbances[J]. Journal of Engineering Thermophysics,2016,37(12): 52-56. (in Chinese) [8] BASHIR M H,SHIAU C C,HAN J C. Film cooling effectiveness for three-row compound angle hole design on flat plate using PSP technique[J]. International Journal of Heat and Mass Transfer,2017,115(3): 918-929. [9] 赵丹,刘存良,朱惠人,等. 涡轮叶片前缘对冲孔排气膜冷却特性的数值研究[J]. 航空动力学报,2017,32(11): 56-65.ZHAO Dan,LIU Cunliang,ZHU Huiren,et al. Numerical study of cooling characteristics of turbine blade leading edge to punched exhaust film[J]. Acta Aeronautica et Astronautica Sinica,2017,32(11): 56-65. (in Chinese) [10] WANG C,ZHANG J,FENG H,et al. Large-eddy simulation of film cooling flow from a fanshaped hole[J]. Applied Thermal Engneering,2018,129(3): 855-870. [11] 陈大为,朱惠人,李华太,等. 尾迹对涡轮动叶全表面气膜冷却效率的影响[J]. 航空学报,2019,40(3): 101-109.CHEN Dawei,ZHU Huiren,LI Huatai,et al. Effect of wake traces on the cooling efficiency of the full-surface air film of turbine dynamic blades[J]. Acta Aeronautica et Astronautica Sinica,2019,40(3): 101-109. (in Chinese) [12] MAGDZIAK M. Selection of the best model of distribution of measurement points in contact coordinate measurements of free-form surfaces of products[J]. Sensors,2019,19(24): 1-16. doi: 10.1109/JSEN.2019.2925985 [13] LI R J,XU P,TANG S T,et al. High-precision probe for measuring micro-holes[J]. Acta Metrologica Sinica,2018,39(5): 598-604. [14] ELFURJANI S,KO J,JUN M. Micro-scale hole profile measurement using rotating wire probe and acoustic emission contact detection[J]. Measurement,2016,89: 215-222. [15] MURAKAMI H,KATSUKI A,SAJIMA T,et al. Development of measurement system for microstructures using an optical fiber probe: Improvement of measurable region and depth[J]. Measurement Science and Technology,2020,31(7): 1-10. [16] 鲍晨兴,王磊,李凯,等. 基于CCD的叶片气膜孔快速检测技术研究[J]. 航空精密制造技术,2017,53(2): 52-55, 59.BAO Chenxing,WANG Lei,LI Kai,et al. Research on rapid detection technology of gas film hole based on CCD[J]. Aviation Precision Manufacturing Technology,2017,53(2): 52-55, 59. (in Chinese) [17] 毕超, 房建国, 孙永春, 等. 一种用于测量气膜孔形位参数的五轴影像测量装置: 中国, 201711414874.1[P]. 2020-06-05. [18] HU X W,WANG G J,ZHANG Y J,et al. Large depth-of-field 3D shape measurement using an electrically tunable lens[J]. Optics Express,2019,27(21): 29697-29709. doi: 10.1364/OE.27.029697 [19] TAO T Y,CHEN Q,FENG S J,et al. High-speed real-time 3D shape measurement based on adaptive depth constraint[J]. Optics Express,2018,26(17): 22440-22456. doi: 10.1364/OE.26.022440 [20] 李其,马毅力,张丽. 基于激光测距原理的叶片气膜孔检测技术探讨[J]. 科学与信息化,2021,3: 94-96.LI Qi,MA Yili,ZHANG Li. Discussion on blade film hole detection technology based on laser ranging principle[J]. Technology and information,2021,3: 94-96. (in Chinese) [21] WEN Z,PEI H,ZHANG C,et al. Analysis of surface quality of multi-film holes in nickel-based single crystal superalloy[J]. Metal Science Journal,2016,32(18): 1845-1854. [22] 汪文虎, 张展飞, 蒋睿嵩, 等. 基于工业CT扫描的异型气膜孔几何结构检测与评定方法: 中国, 201910970716.7[P]. 2021-11-16. [23] 蒋其麟,曹凯强,陈龙,等. 涡轮叶片气膜孔的纳秒-飞秒双波段激光加工[J]. 航空制造技术,2021,64(18): 53-61.JIANG Qilin,CAO Kaiqiang,CHEN Long,et al. Nanosecond-femtosecond dual-band laser processing of turbine blade airfoil holes[J]. Aerospace Manufacturing Technology,2021,64(18): 53-61. (in Chinese) [24] 傅健,张昌盛,朱国港,等. X射线分层层析成像技术及在航空航天领域的应用[J]. 航空制造技术,2019,62(14): 49-54.FU Jian,ZHANG Changsheng,ZHU Guogang,et al. X-ray layered tomography and its application in aerospace[J]. Aerospace Manufacturing Technology,2019,62(14): 49-54. (in Chinese) [25] 敖波,邬冠华. 涡轮叶片热障涂层三维成像研究进展[J]. 航空制造技术,2021,64(4): 20-27.AO Bo,WU Guanhua. Advances in 3D imaging of sheet thermal barrier coatings[J]. Aerospace Manufacturing Technology,2021,64(4): 20-27. (in Chinese) -






 点击查看大图
点击查看大图

计量
- 文章访问数: 118
- HTML浏览量: 81
- PDF量: 53
- 被引次数: 0